خط تولید فوم پلی استایرن EPS - خط تولید پلاستوفوم- خط تولید بلوک فوم سقفی - خط تولید بلوک فومی EPS
خط تولید فوم پلی استایرن EPS - خط تولید پلاستوفوم

وقتي كه اجزاي فرمولاسيون فوم با يكديگر اختلاط پيدا كردند، واكنش هاي شيميايي بطور همزمان شروع مي شود، پس از گذشت زمان اندكي، رنگ سيستم در حال واكنش كدر مي گردد. در اين مرحله تشكيل حباب هاي گاز كه با چشم قابل مشاهده است. به اين فاصله زماني كه از شروع اختلاط آغاز مي گردد، زمان كرمي شدن (cream time) گفته مي شود (از آنجائيكه زمان كرمي شدن، زمان كوتاهي است و ويسكوزيته سيال اختلاط يافته نسبتاً بالاست، معمولا جريان مواد واكنش در قالب ضعيف است).
بنابراين براي توليد فوم يكدست، بايد ريخته گري در داخل قالب بصورت يكنواخت انجام پذيرد). در اين شرايط ابتدا گازهاي توليد شده در سيستم مايع حل شده، وقتيكه به حد اشباع رسيدند، تشكيل هسته هاي اوليه را مي دهند. پس از اين مرحله، عمل بالا آمدن فوم شروع مي گردد. با ادامه فرآيند توليد گاز، عمل انتقال مولكول هاي گاز توليد شده از مايع به داخل سلول هاي بوجود آمده، صورت مي پذيرد. هر چه اندازه سلولها كوچكتر باشد، فشار داخل آن بيشتر است. همين امر باعث ناپايداري سلولهاي كوچكتر و ادغام آنها در سلول هاي بزرگتر مجاور ميشود. با ادامه اين فرآيند از تعداد سلول ها كاسته شده و بر اندازه آنها افزوده مي شود. در ابتدا وقتيكه سلولها تشكيل مي شوند، كروي هستند ولي با گذشت زمان به صورت چند ضلعي هايي در مي آيند كه در جهت بالا آمدن فوم، حالت كشيده پيدا مي كنند بطور كلي شكل هندسي سلول ها به سمتي ميل مي كند كه حداقل سطح را ايجاد نمايد، در نتيجه انرژي كمتري داشته باشد.
شرح فرآیند تولید فوم پلي استايرن و یونوبلوک (یونو پانل)
توليد فوم پلي استايرن منبسط شده شامل سه مرحله است. در مرحله اول، دانه هاي پلي استايرن حاوي عامل پف زا وارد يك تانك عمودي مجهز به همزن و ورودي بخار مي شود. اين مرحله را پيش انبساط (Pre-expansion) مي نامند و در اين مرحله است كه دانسيته نهايي فوم تعيين مي شود.
دانه هاي منبسط شده در اين مرحله اصطلاحاً، پوف اوليه (Prepuff) ناميده مي شوند كه حجمشان تا ٤٠ برابر قبل از انبساط افزايش يافته است. اين دانه ها در اين مرحله تا چندين ساعت در ظروف در باز نگهداشته مي شوند تا خلاء ايجاد شده در داخل دانه ها با اتمسفر به تعادل برسد.

تفاوت اندازه دانه هاي رزین و دانه هاي منبسط شده (پرپوف)
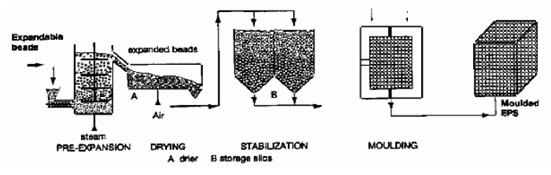
بعد از مرحله ثبات فشار، دانه هاي پف شده اوليه به داخل يك قالب بسته ريخته مي شود و مجددا تحت حرارت بخار قرار مي گيرد. در اين مرحله، دانه هاي پف شده اوليه در يكديگر نفوذ كرده و قطعه يكپارچه اي كه به شكل قالب است را ايجاد مي كند.
در قسمت هاي زير سه مرحله پيش انبساط ، تعادل فشار و قالبگيري مورد بحث بيشتر قرار مي گيرد.
الف- پیش انبساط
به منظور قالبگيري كردن قطعاتي با دانسيته مورد نياز الزامي است كه در ابتدا پف شده اوليه با دانسيته لازم تهيه شود.
پلي استايرن انبساطي در ابتدا داراي دانسيته حدد 3 lb/ft40 است. پيش انبساط اين مواد خام در يك پيش منبسط كننده مجهز به ورودي بخار كنترل شده، ورودي هوا، همزن و سيستم اتوماتيك خوراك دهي انجام مي شود.
با كنترل سرعت خوراك دهي مواد اوليه، جريان هوا و بخار، سرعت دور همزن، دانه هاي پلي استايرن در دماي C°٩٠ كه بالاتر از نقطه جوش عامل پف زا است نرم ميشوند. فشار بخار دروني نيز افزايش مي يابد و انجام همزمان اين دو پديده باعث انبساط دانه ها و رسيدن به دانسيته مورد نياز مي شود. ميزان حداقل دانسيته بدست آمده بسته به نوع محصول تغيير مي كند و به عواملي نظير اندازه اوليه دانه ها، محتواي عامل پف زا، حضور يا عدم حضور افزودني ها بستگي دارد.
زمان طولاني نگهداري در پيش منبسط كننده (يا دماي بخار خيلي بالا) منجر به افزايش دانسيته و كولا پس كردن دانه ها مي شود. اين كولاپس شدن ناشي از كاهش فشار داخل دانه ها در نتيجه خارج شدن عامل پف زا است.
اين مرحله پيش انبساط مي تواند به صورت پيوسته (continuous) يا ناپيوسته (batch) انجام شود. در پيش منبسط كننده هاي پيوسته، دانه هاي پلي استايرن انبساطي بصورت پيوسته از ته پيش منبسط كننده وارد شده و دانه هاي منبسط شده (پف شده اوليه) از بالاي آن خارج ميشود .
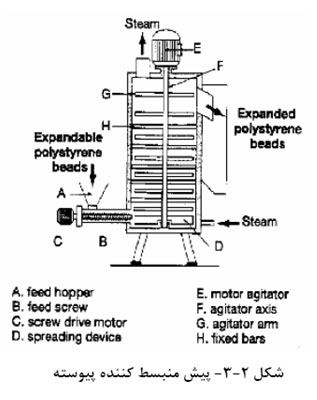
در روش ناپيوسته دانه هاي پلي استايرن انبساطي از پيش، وزن شده و از بالاي پيش منبسط كننده وارد و بعد از انبساط از ته آن خارج مي شوند.
تنظيم دانسيته محصول از طريق كنترل مدت زماني كه دانه ها در منبسط كننده باقي ميمانند و يا با فشاري كه در پيش منبسط كننده وجود دارد، كنترل مي شود. در پيش منبسط كننده هاي ناپيوسته با كنترل دما، فشار و مقدار دانه هاي وارد شده، مي توان به موادي با حداقل دانسيته دست يافت. پرپوف خارج شده از پيش منبسط كننده به يك خشك كن با بستر سيال منتقل شده و به دقت خشك مي شود. اين پف شده اوليه خارج شده از پيش منبسط كننده بدليل خلأ موجود در ساختار سلولي آن و بخاطر گرم و نرم بودن بسيار حساس است.
ب- پایدارسازي پف شده اولیه
پرپوف خارج شده از پيش منبسط كن و خشك كن با سيستم بستر سيال، وارد ظروف پلاستيكي بزرگي مي شود تا به دماي معمولي برسد. در حين اين مرحله كه ممكن است سه الي چهار روز (بسته به دانسيته، دماي اتاق و جريان هوا) طول بكشد، تراكم عامل پفزاي باقيمانده و بخار آب اطراف دانه ها اتفاق ميافتد.
اين فرآيند پايدارسازي مي تواند با نفوذ هوا به داخل دانه ها نيز همراه باشد تا تعادل فشار در طرفين دانه وجود داشته باشد. اين مرحله پايدارسازي يا بلوغ (maturing) امكان خارج كردن آب جذب شده به داخل يا سطح دانه ها كه براي فرآيند قالبگيري مضر است را فراهم مي كند.
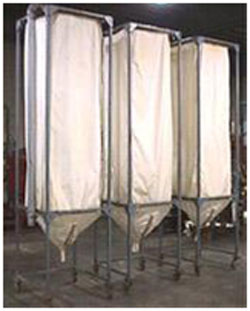
کیسه هاي ذخیره براي پایدار سازي پف شده اوليه
همچنين براي كاربردهايي با دانسيته بالا، اين مرحله بلوغ اجازه ميدهد تا مقدار اضافي عامل پف زا خارج شود.
ج- قالبگیري
ساختمان قالب ها اغلب با توجه به كاربرد و نوع فوم توليدي تعيين مي شوند. با توجه به شرايط توليد مواد ساختماني مي تواند فولاد گالوانيزه يا معمولي، آلومينيوم و يا حتي چوب باشد. در فرآيندهاي قالبگيري بسته، نسبت به حالت هاي قالبگيري باز در شرايط قالب يكسان، مواد زيادتري استفاده مي گردد. در چنين شرايطي دانسيته فوم بيشتر شده و فشار قابل توجهي در قالب ايجاد مي شود. بنابراين براي جلوگيري از باز شدن قالب، استفاده از اتصالات مناسب ضروري است.
قالبهاي بلوكي معمولا داراي ابعاد 1 تا 25/1 متر ارتفاع ، 5/0 تا 25/1 متر عرض و 6 تا 8 متر طول هستند و معمولا از جنس فلز استينلس (استيل يا آلياژ آلومينيوم) مي باشند. شش ديواره آن كه در تماس با دانه هاي منبسط شونده هستند بايد داراي پوشش تفلون يا استينلس استيل باشند. اين ديواره ها داراي تعداد زيادي سوراخ ريز با قطر كمتر از يك ميلي متر هستند كه اجازه ورود بخار به داخل قالب و خروج هوا از داخل قالب را مي دهند.
قالبگیري به شکل مورد نظر با استفاده از ماشينهاي مجهز به پركن اتوماتيك، پران و قالبهايي با اشكال مختلف مي توان به انواع طراحي ها و اندازه ها از فوم هاي پلي استايرن دست يافت. اصول استفاده از قالب ها مشابه آنچه در خصوص قالب هاي بلوكي عنوان شده، مي باشد. قالب شامل دو قسمت ميباشد كه يكي از اين قسمتها متحرك بوده كه توسط يك سيستم سيلندري حركت ميكند و قسمت ديگر ثابت مي باشد. سه نوع اصلي از اين نوع قالب ها وجود دارند كه عبارتند از قالب هاي تحت خلأ، قالب هاي انتقالي و قالب هاي پيچيده.
منبع تهیه مطلب : سایت www.isanat.com
با تشکر از مدیریت محترم و عوامل سایت ایران صنعت برای مطالب مفید و سازنده
کلمات کلیدی : خط تولید فوم پلی استایرن EPS - خط تولید پلاستوفوم - خط تولید فوم پلی استایرن سقفی EPS - خط تولید پلاستوفوم - خط تولید بلوک فوم سقفی - خط تولید بلوک فومی EPS - خط تولید بلوک فوم سقفی PS -